 Anneal
Anneal
Is a heat treating process we service out to be performed on our stainless steel product to reduce its hardness and make it more malleable. This can aid many small diameter stainless steel tube components that are bent, flared or swaged to prevent cracking or splitting.
AQL (Acceptable Quality Level)
This is a statistical sampling method to determine the acceptance of a group. We use the Zero Defect Sampling plan from the Nicholas L. Squeglia Standard.
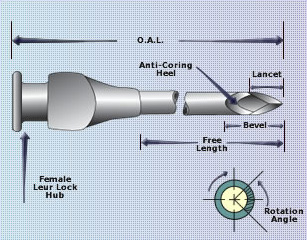
Angle of Rotation
The amount of rotation performed on secondary grinds ( lancets) of a cannula. This is an important variable for needle point sharpness.
Anticoring Heel Blast
The heel of a bevel is blasted with media to dull it in order to reduce coring. If anticoring is critical characteristic of your tubular product, speak with one of our technical personnel regarding alternative point styles.
ASTM A 967-05E1
Chemical Passivation Standard for treating stainless steel parts. Replaces outdated QQP-35C
Bevel
Ground surface of a cannula or needle point. There are many styles including but not limited to A-bevel, B-bevel, C-bevel, Bias, Chiba, Crawford, Deflected Tip, Francine, Hustead, Huber, Trocar, Tuohey, and more. Your design for bevel on your product should best fit your application.
Bevel Length
Length measured from tip of needle point to furthest distance of heel.
Blunt End
Tube with Square cut (90 degrees) end.
Burr
Deflection of the point. Usually considered unacceptable when perceptible to feel or greater than .001
Cannula
Pointed tubular medical component without the hub.
Echotip
Creates an enhanced visualization of the needle tip when used with ultrasonic imaging equipment.
Flared End
End of tube is spread out increasing the diameter. Typically, flare diameter can be a maximum of 1.3 x tube diameter.
Free Length
On a needle assembly free length is the length from the end of the part to where it protrudes from the hub.
GG-N-196
U.S. government specifications for hypodermic needles dating back to 1947.
Gauge
Stub Gauge number referring to hypodermic tube size. For hypodermic tubing the gage # increases as the tube diameter gets smaller.
Grit Blast
Refers to roughened surface added to components by means of pressure blasting with media. This may provide a better bonding surface for your hypodermic needles or tubing or wire components.
Hook Burr
Burr on needle point that exceeds .002
Hub
Fitting at the end of a needle that can connect to a syringe or other component.
I.D.
Inside diameter of tubing, usually measured with plug members to determine proper size.
Inconel
Inconel 625 is a corrosion and oxidation resistant nickel alloy that is used both for its high strength and outstanding aqueous corrosion resistance.
ISO 9626
International standard for stainless steel needle tubing for the manufacture of medical devices.
ISO 13485
International standard for Quality Systems – Medical Devices- particular requirements for the application of ISO 9001
ISO 14969
Quality Systems – Medical Devices – Guidance on the application of ISO 13485 and ISO 13488
Lancet
These are the two secondary bevels on a triple ground point. Other common terms for Lancet are side grinds, or diamond point.
Luer
Male or Female taper on end of hub or syringe to connect a needle to a syringe or other Luer fitting. Hubs can be Luer Slip or Luer Lock conforming to international standard ISO 594-2
Lumen
This is the open space inside a tube.
Malleable
Easily bendable without breaking or cracking. Small diameter stainless steel tubing can be drawn to less than full hard conditions to make more malleable. Another method is to have your hypodermic tube size parts bright annealed through heat treating.
Magnetic Permeability
The property of stainless steel tubing which determines its relative influence in a magnetic field. Work hardening of 300 series stainless can affect the magnetic permeability.
Needle
A cannula with a hub attached. Needle assemblies can be made from metal or plastic. Assembly processes include crimping or epoxy (UV, Instant Bonding –Cyanoacrylate, or Heat Cure).
Nitinol
Is a Nickel-Titanium metal alloy which exhibits two unique properties—super elasticity and shape memory.
O.D. – Outside Diameter
Tubing O.D. is measured with micrometer or other measuring instrument
Overall Length (OAL)
Entire length measured from one end to opposite end.
Passivate
Treat stainless steel with acid to prevent corrosion. See ASTM A 967-05E1
Pencil Point
Tubing is swaged to conical point.
Proximal End
Hub end of a needle
Secondary Grind
See Lancet
Side Port
Opening on the side of a tube. It can be a slot or hole.
Swaging
Forming process to reduce tube OD and shape to die configuration. Also a method to crimp together ( tube – hub, tube – tube)
Triple Grind
Typical three sided grind of hypodermic needle.
Trocar Point
Three sided point ground on stylet. Each grind is approximately 120 degrees apart usually to the center of the diameter.
Wall Thickness
The measurement between the inner and outer surface of a tube. When describing wall thickness the following are common terms used:
RW: Regular Wall
TW: Thin Wall
XTW: Extra Thin Wall
UTW: Ultra Thin Wall
HW: Heavy Wall
SP: Special Wall
Whether you are looking for Medical Device Components, Cannula, Road Spikes, Veterinary Needles, or other Small Diameter Tubing Parts, we hope this page was helpful. Please e-mail to comment or add to the list. We appreciate your input.